想要深入了解(长兴)【当地】珩磨管_冷拔绗磨管不只是质量好产品?点击视频,让视觉与听觉共同为您展现一个比文字更丰富的世界。
以下是:(长兴)【当地】珩磨管_冷拔绗磨管不只是质量好的图文介绍
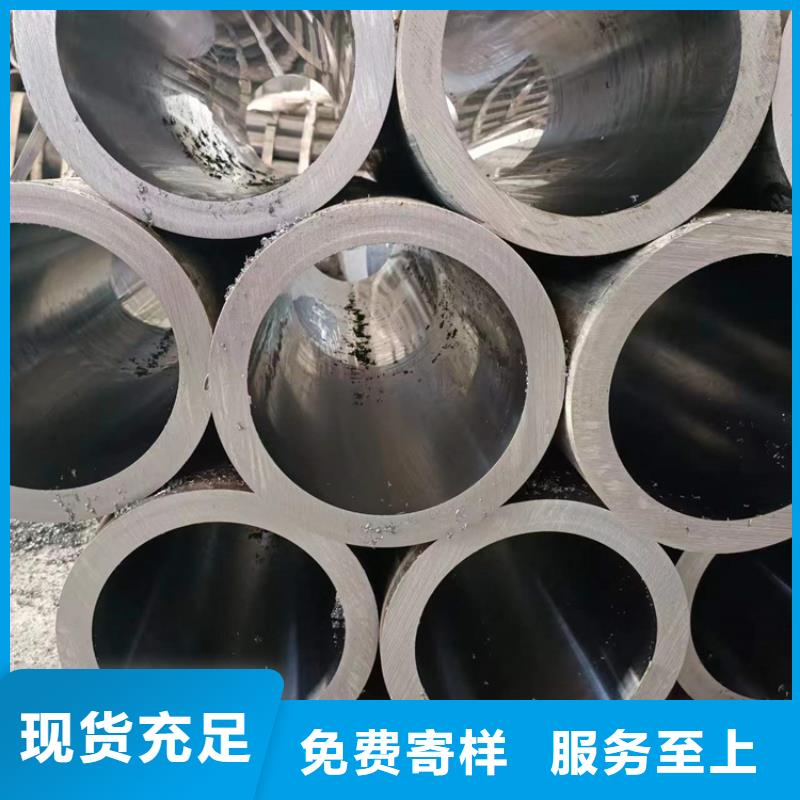
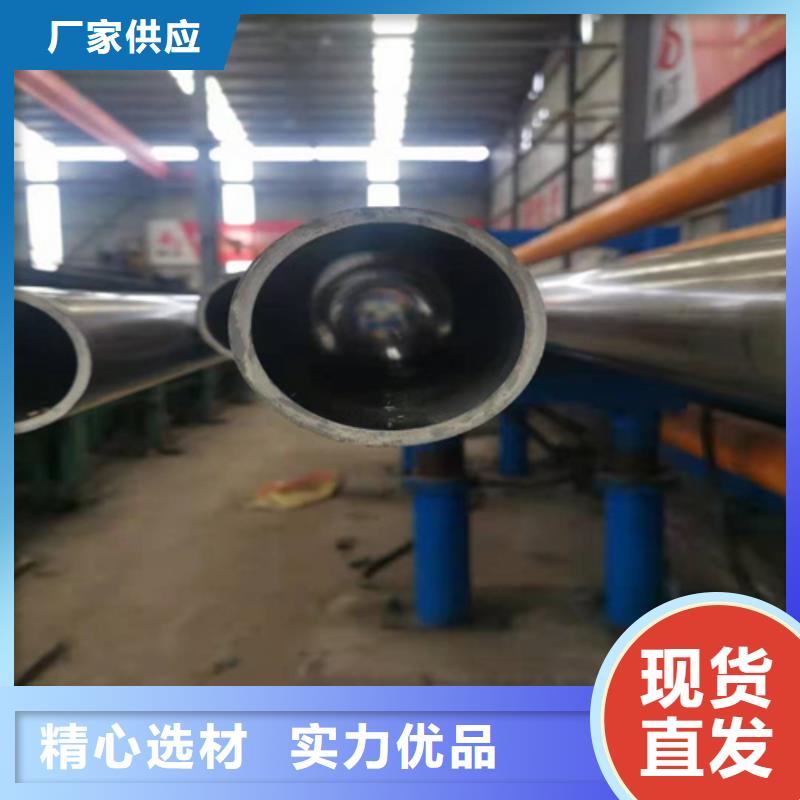
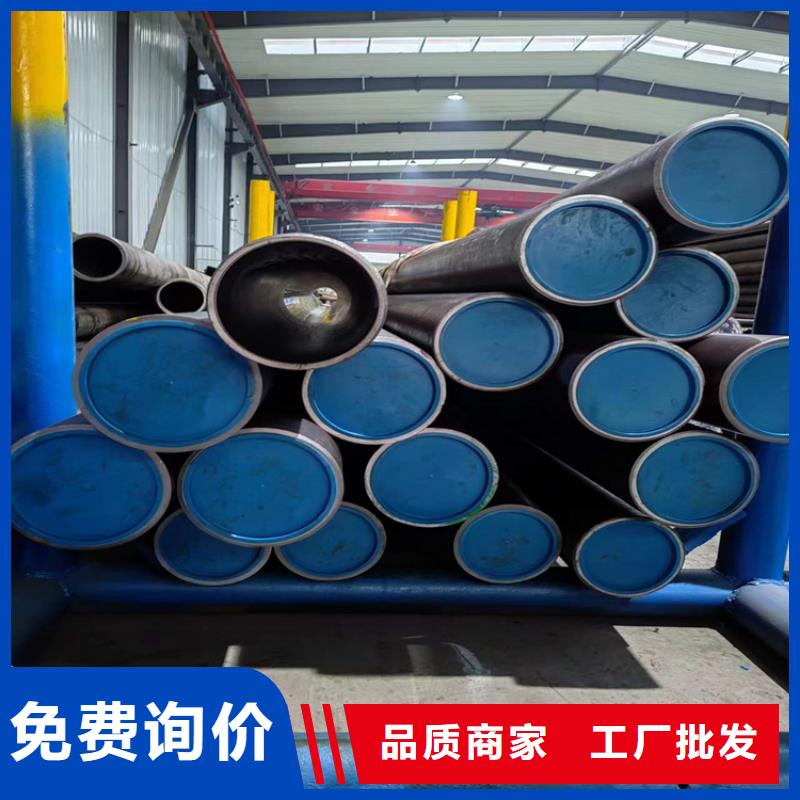
产品细节图
【当地】珩磨管_冷拔绗磨管不只是质量好")
其卷重较重、钢卷内径为760mm。(一般制管行业喜欢使用。)珩磨管将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。该产品有局部替代冷轧板的趋向,无缝钢管价格适中,深受广大用户喜爱。 冷拔钢管用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。轧硬卷可作为热镀锌厂的原料,因为热镀锌机组均设置有退 火线。轧硬卷重一般在6~13.5吨,钢卷内径为610mm。
【当地】珩磨管_冷拔绗磨管不只是质量好")
【当地】珩磨管_冷拔绗磨管不只是质量好")
冷拔绗磨管 工艺流程冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。什么是冷拔绗磨管?热轧钢管用连铸板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。珩磨管主要应用于工程、冶金、塑料、矿山、筑路、纺织等行业。珩磨管的加工形式主要有冷轧、冷拔和珩磨通常有三种类型。今天小编主要给大家来介绍一下珩磨管与抛光管的区别。
【当地】珩磨管_冷拔绗磨管不只是质量好")
【当地】珩磨管_冷拔绗磨管不只是质量好")
【当地】珩磨管_冷拔绗磨管不只是质量好")
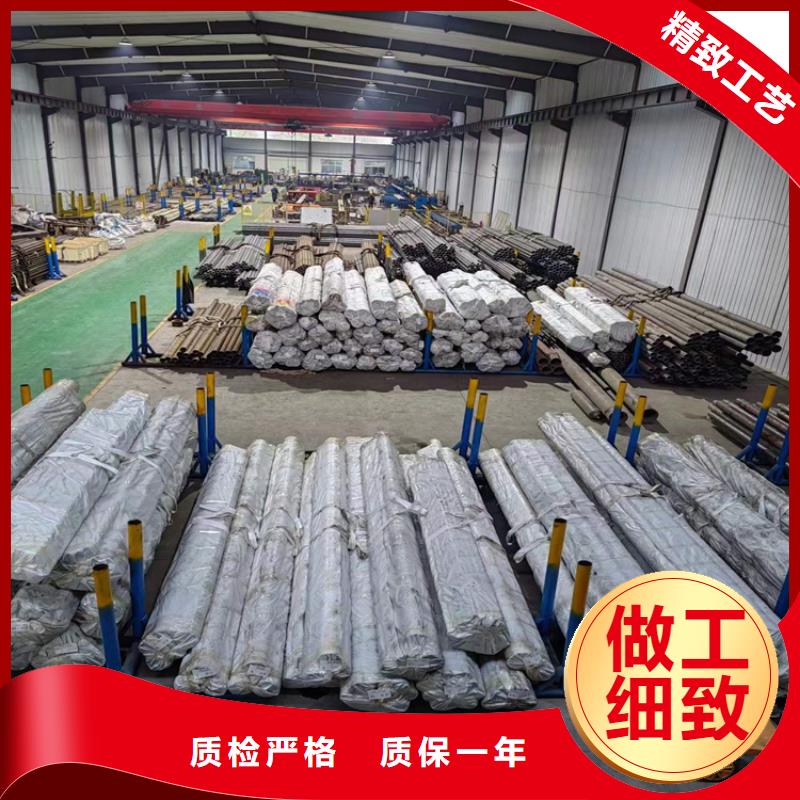
公司实力
【当地】珩磨管_冷拔绗磨管不只是质量好")
九冶管业有限公司是一家以 长兴油缸管、设计、加工、安装为一体的实业公司,自公司成立以来一直遵循“追求、创造”的经营理念,承“信誉至上”的服务宗旨,坚持“质量与公司共存、信誉与客户同在”的质量方针.以雄厚的经济实力为基础、不断的开拓创新、积j i进取,从而赢得了较高的市场占有率,得到了广大客户的一致认可与好评迅速成为了行业中的佼佼者.目前公司的 长兴油缸管、业务正蒸蒸日上、稳健发展,我们将一如既往的为广大客户提供优良的 长兴油缸管、产品和的售后服务,携各界同仁之手为 长兴油缸管、行业的欣荣、国民经济的富强而斗!
【当地】珩磨管_冷拔绗磨管不只是质量好")



 扫一扫
扫一扫