我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让哈尔滨【本地】DN500螺旋钢管型号汇总自己向您展示它的卓越品质和出色性能。
以下是:哈尔滨【本地】DN500螺旋钢管型号汇总的图文介绍
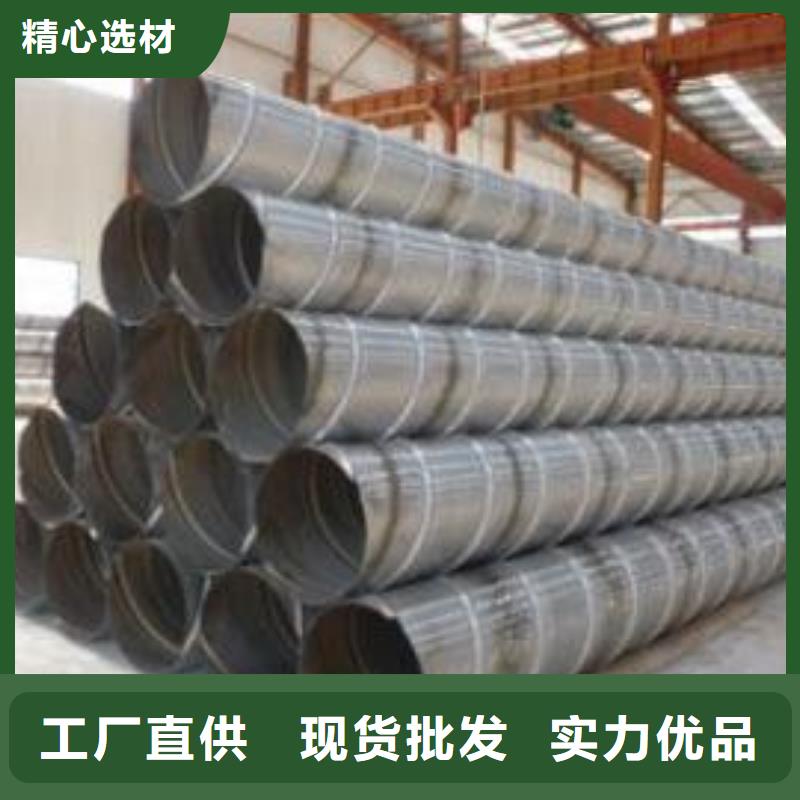
螺旋管还包括运输液化石油气(LPG)、哈尔滨附近液化天然气(LNG)等专用系统.海洋工程中螺旋钢管的使用寿命至少达40年.海洋工程中除常规系统之外,还有特殊的钻采设备系统、哈尔滨同城原油、哈尔滨当地液化石油气、哈尔滨当地液化天然气处理的流程系统。
螺旋钢管还是各种常规武器不可缺少的材料,枪管、哈尔滨同城炮筒等都要钢管来制造。钢管按横截面积形状的不同可分为圆管和异型管。由于在周长相等的条件下,圆面积 ,用圆形管可以输送更多的流体。此外,圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数钢管是圆管。


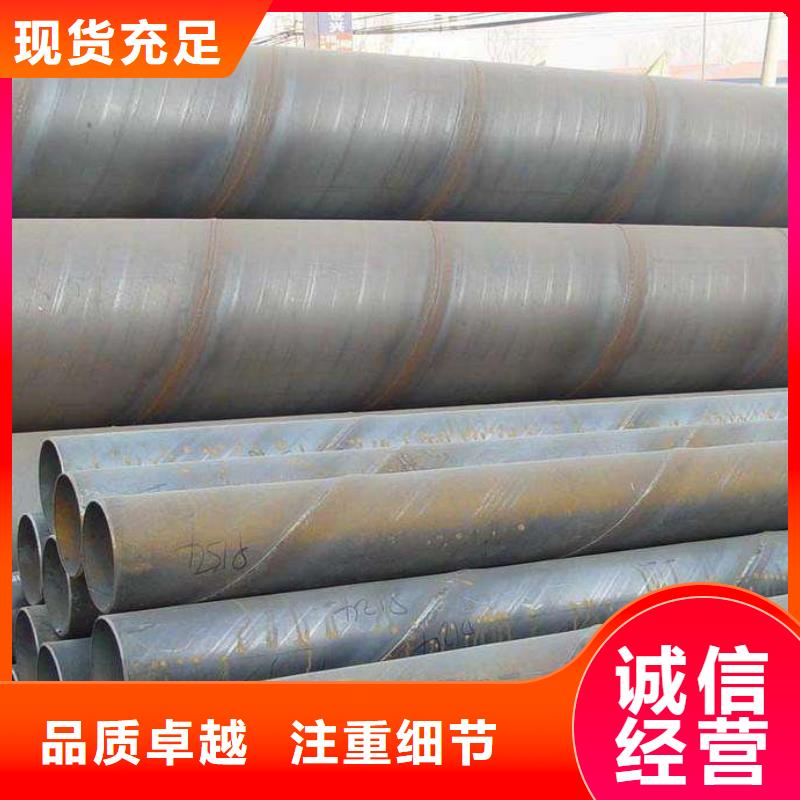
防腐螺旋管不仅仅在生产中应该注意对防腐钢管的损害,而且在存放的时候也应该注意,这样不仅仅能够延长防腐钢管的使用寿命还能使防腐钢管在长期的保存中保证和刚出厂的防腐钢管没两样,易于销售。
于不同品种的钢管材料要分别码垛,以防混淆和相互腐蚀。高压锅炉管在露天堆放的钢管,下面必须有木垫或条石,垛面略有倾斜,以利排水,并注意材料安放平直,防止造成弯曲变形。钢厂在出厂前涂的防腐剂或其他镀复及包装。这 是防止钢管表面锈蚀的重要措施,在运输装卸过程中须注意保护,不能损坏,可延长钢管的保管期限。因为保护钢管的保护层就相当于保护钢管的表层。在入库前一定要注意防止雨淋或混入杂质,对已经淋雨或弄污的钢管要按其性质采用不同的方法擦净,如硬度高的可用钢丝刷,硬度低的用布、哈尔滨当地棉等物。



还要留意螺旋管的外表是不是遭到损坏,假如是拉丝管,外表少了一防层锈膜也是容易生锈的,而亮光管要防止外表被划伤。
螺旋钢管常常淋雨会不会生锈,要看你选的是哪种外表,还有你的使用环境。当然还与你采购的板材的原料有关,其中304和316原料的板材的耐腐蚀功能较好,主张沿海地区的用户可以挑选304材质螺旋钢管。
螺旋钢管产品除了平时的清水冲洗外或滑石粉擦洗表面,每年通常要进行一至二次的定期清洗
环境条件比较恶劣的地方,每年需要清洗三至四次,在潮湿的环境条件下会造成对螺旋钢管的污染;任何含氯化物的混凝土或砂浆的排放物都应立即除掉。


如何增加螺旋管的稳定性能
螺旋管是一种把低碳的结构钢和低合金的结构进行卷成管坯和焊接的钢管.今天,螺旋管就给我们讲一讲,螺旋管在使用的时候能,怎么样增加它的稳定性能.首先,我们在存放的时候要保证上挡下垫,还要保证有一定的通风,这样就能够保证它不发生反应.
另外,它的各个零件在没有安装使用的时候,也要像这样保存.第二,一些小型的钢材,钢带等等,或者各种冷轧,冷拔的钢材或者一些价格比较高的,容易腐蚀的金属制品,都是要精心的保存的.第三,在保管螺旋管的产品时,对周围的环境有很多的要求.首先,要选择一个仓库或者其他场地.保证它是可以畅通的排水的,而且要保证环境的清洁.空气中也不可以有有害的气体或者粉尘.在场地上还不能有杂质.第四,大型的钢材可以露天摆放.
,在仓库中不可以有酸,碱,盐,水泥等对钢材有伤害的物质在,要不同品种不同位置堆放.



聚力群达金属材料有限公司,现货优质低价是我们的承诺!!时间与信誉是我们的宗旨!!!公司热诚欢迎各界顾客前来参观指导,看货,常年主营 哈尔滨冷拉扁钢、种类规格齐全.欢迎参观指导,看货订货!客户di yi、信誉至上是我们的服务的宗旨,您的满意是我们z u i大的欣慰!

 扫一扫
扫一扫