想要知道东城【当地】直缝焊管【镀锌内涂塑钢管】好产品不怕比产品如何?看视频就知道!看视频,选产品更明智!
以下是:东城【当地】直缝焊管【镀锌内涂塑钢管】好产品不怕比的图文介绍


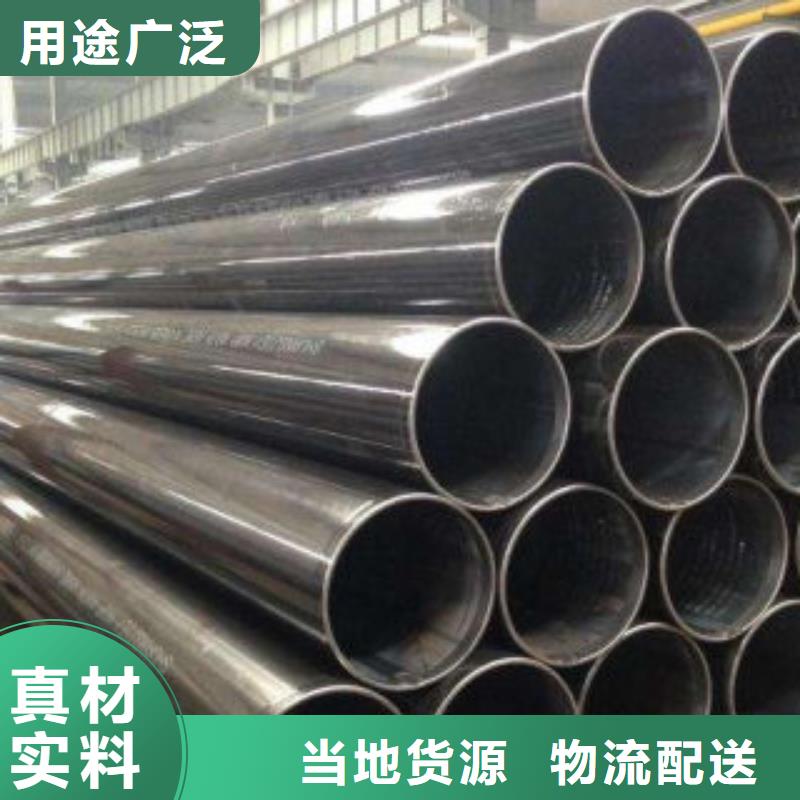
镀锌大大的增加了钢的耐腐蚀性,也使得热镀锌方管、热镀锌角钢等产品的销量增加。由于热镀锌的工艺温度比较高,对回火温度较低的材料很容易使其在镀锌的过程中被退火,从而硬度降低。此外对配合件使用热镀锌还要考虑镀层的厚度对配合公差的影响。 热镀锌是将除锈后的钢构件浸入600℃左右高温融化的锌液中,使钢构件表面附着锌层,锌层厚度对5mm以下薄板不得小于65μm,对厚板不小于86μm。从而起到防腐蚀的目的。近年来大量出现的轻钢结构体系中的压型钢板等。也较多采用热镀锌防腐蚀。 根据不同用途可以将焊管产品划分为不同的类型,接下来我们就为大家来简单介绍一下不同用途的焊管产品,各自具有怎样的性能特点。首先市面上比较常见的就是普通型焊管,通常是用于输送低压流体。用Q195A、Q215A、Q235A钢制造。 也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。同时不同焊管产品的规格也各不相同,通常是以公称口径表示。根据规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。



近年来,随着炼钢、轧钢技术以及焊接自动控制技术、无损探伤和在线检测技术的进步,焊管生产技术朝着自动化、高速化、多品种方向发展。精密焊管是在一般焊管基础上进一步深加工的结果,是焊管产品中的精细产品。其生产成本较同类型无缝精密钢管要低得多,可直接或经少量加工后用于某些设备上,降低设备加工成本。 精密焊管又是一个广义的概念,根据使用要求的不同又有许多不同的个性化的质量要求。无锡精密钢管厂供应:焊管,焊接钢管,无缝焊管,直缝焊管,大口径螺旋钢管等我们本着诚信为本的原则,以质量求生存,以信誉得发展的企业经营理念,不断开拓进取,诚信合作发展。 焊管在成型,焊接,冷却等经过一系列的处理之后,还需要进行锯断。在这个环节中,工艺备尺的长短,直接影响成品焊管的质量及销售,所以备尺长度要控制在±5毫米之间。不仅如此,在实际操作中,工作人员还必须要严格按照以下规程进行操作:首先是给控制柜送电,然后闭合控制柜中的各个自动开关,同时闭合操作台电源开关,微机起动。 接下来还应闭合卸荷启动按钮,将司服电源柜的内外控钮转到外接位置,调向钮搬至定向位置。然后按下步进电源启动按钮和锯片电机启动按钮,使其启动工作。此时微机显示屏出现关于焊管锯断的操作菜单提示,工作人员可按其进行手动、模拟、自动及设定等工具。



鸿顺管道科技有限公司座落于经济开发区 ,地理位置得天独厚,交通运输j i为方便。主营产品: 热镀锌钢管厂家、防腐钢管、钢塑复合管、衬塑复合管、,并得到用户的一致好评和肯定,在本行业享有一定的盛誉。我公司宗旨:诚信为本,质量可靠,互惠互利,共谋发展! 鸿顺管道科技有限公司向新老朋友和广大客户对本公司的支持表示衷心得感谢,愿我们长期合作,共同发展。


这使得生铁厂商销售压力增大,为了出货,部分厂商对于批量采购的钢厂给予适当的优惠,但收效甚微。随着钢材价格上涨,电炉利润开始回暖。根据利润模型模拟,华东地区电炉利润大约维持在300元,而华东地区的电炉利润则接近600元。 利润回升导致电炉产能利用率回升。数据显示,53家电炉生产企业,3月7日当周,产能利用率大幅上升21.59%至40%。这一数据明显与去年同期持平。综合来看,受利润恢复影响,电炉产能利用率出现明显回升。重庆螺旋钢管产能利用率小幅下降,但是产量值仍然高过去年。 伴随近期钢材行情的回暖,钢厂采购焦炭的积极性略有提升,前期少数焦企提出的涨价要求也陆续得到正面回应,但考虑到目前市场整体尚不明朗,因此钢厂接受涨价的幅度普遍不高。目前南方焦化厂普遍反映出货情况与前期相比有明显好转,由于终端需求尚未完全释放,因此焦企方面多持观望态度。 近期新资源正在陆续补充到位,社会库存有所上升,焊管商家库存压力增加。而需求方面,始终不温不火,商家反馈成交清淡。在低迷的需求下,只有靠下调价格来市场。加之近期市场上低价资源涌现,拉低整体市场报价。受此影响,商家悲观情绪蔓延。



但是焊时有两个缺点:一是铜电极与钢板,磨损很快;二是由于钢板表面平整度和边缘直线度的影响,焊的电流性较差,焊缝内外毛刺较高,在焊接高精度和薄壁管时一般不采用。感应焊是以一匝或多匝的感应圈套在被焊的钢管外,多匝的效果好于单匝,但是多匝感应圈制作安装较为困难。 感应圈与钢管表面间距小时效率较高,但容易造成感应圈与管材之间的放电,一般要保持感应圈离钢管表面有5~8mm的空隙为宜。采用感应焊时,由于感应圈不与钢板,所以不存在磨损,其感应电流较为,保证了焊接时的性,焊接时钢管的表面质量好,焊缝平整,在生产如API等高精度管子时,基本上都采用感应焊的形式。 下山成型法焊管设备下山成型可明显的边缘延伸.加大管坯中部延伸成型操作时,加大开口孔型的压下量,使上下辊之间的辊缝略小于管坯厚度,,既管坯中部受到微量压延,使中部产生稍大的延伸,以边缘的相对延伸量.中部延伸若大于边缘延伸,则出口处出现向上汀? 下山成型法焊管设备下山成型可明显的边缘延伸.加大管坯中部延伸成型操作时,加大开口孔型的压下量,使上下辊之间的辊缝略小于管坯厚度,,既管坯中部受到微量压延,使中部产生稍大的延伸,以边缘的相对延伸量.中部延伸若大于边缘延伸,则出口处出现向上汀?





 扫一扫
扫一扫